Ahmad Reza Ataie: Cables
1 Cables. Constitución de los cables
Los cables de acero se componen de varias capas de cordones arrollados helicoidalmente, acolchados, alrededor de un núcleo central o alma del cable.
Los cordones se componen a su vez de una o varias capas concéntricas de alambres de acero, también arrollados helicoidalmente.
Así pues, podemos decir que los elementos de que está constituido un cable son:
Un alma o núcleo central y unos cordones formados por alambres.
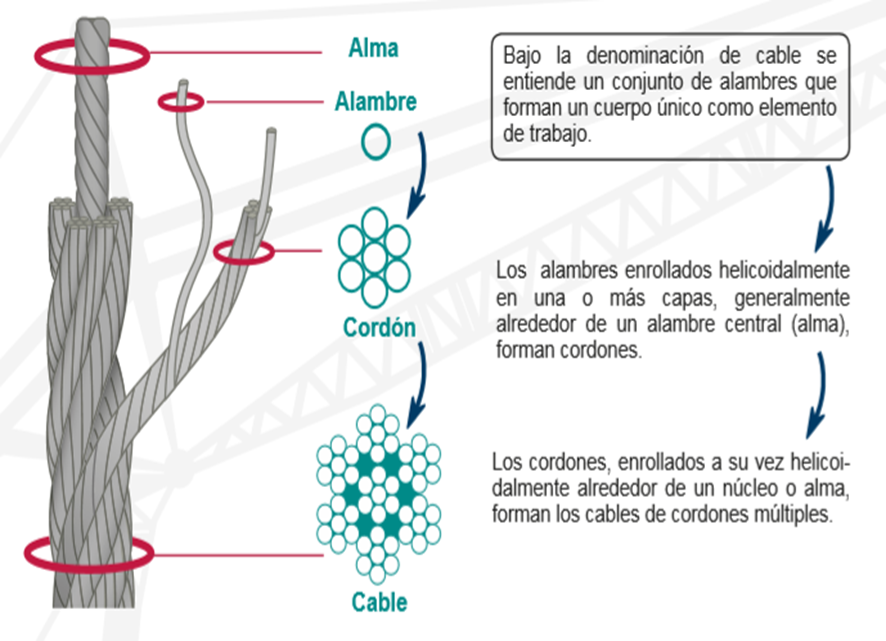
Fig. 1: Constitución de los cables
Naturalmente, las posibilidades existentes de combinar la disposición de los alambres, los cordones y de las almas son numerosas y es preciso recurrir a una nomenclatura que proporcione una designación específica para cada cable como veremos más adelante .
2 Paso de cordoneado y paso de cableado
El paso de cableado, o longitud de un tramo de cable, es la distancia medida paralelamente al eje o línea central de dicho cable en el que un alambre forma una espiral completa alrededor del mismo. La longitud de un tendido de hilo es la distancia medida entre el eje o línea central del hilo en la que un hilo hace una espiral completa o gira alrededor del hilo. El paso de cableado debe medirse a lo largo de varios tramos y luego dividirse por el número de los tramos considerados para obtener el paso de cableado medio.
El paso de cableado puede ser utilizado para fines de comparación en el futuro a fin de comprobar posibles deformaciones del cable. En el caso de que aumente con el tiempo nos puede estar indicado un fallo en el alma del cable, lo que requiere una revisión más detallada. También puede ser una indicación de sobrecarga del cable o está cerca del punto de rotura.
A mayor paso de cableado, mayor capacidad de soportar mayores fuerzas de torsión.
Si la longitud se refiere al cordón hablaremos de paso de cordoneado.

Fig. 2: Paso de cableado
3 Preformado
En los procesos de cordoneado y de cableado es evidente que se obliga a los alambres a adoptar una determinada posición antinatural en el cable que genera una serie de tensiones internas de los alambres y cordones que lo forman, tensiones que tienden a llevar dichos alambres y cordones a su posición inicial. Por tal motivo, y mediante un proceso especial de fabricación se les somete a una deformación que disminuye o anula dichas tensiones. A este proceso se le denomina preformado. Las principales ventajas de los cables preformados son:
– mayor flexibilidad, ya que al curvarse no se sumarán las tensiones internas de fabricación al esfuerzo de flexión debido al arrollamiento en poleas y tambores. Esto equivale por tanto a una reducción de los esfuerzos de flexión.
– Evita efectos de cortadura, al no enredarse las puntas de alambre que se rompen por fatiga, no quedan éstas aprisionadas entre el cable y las gargantas de las poleas, evitándose así que corten otros alambres.
– Mayor duración, a consecuencia de las dos características anteriores.
– fácil manejo. Al cortar un cable preformado los cordones y alambres permanecen en su sitio al no tener tendencia a descablearse y desenrollarse formando cocas. Por otra parte, al disminuir o eliminar las tensiones internas el cable resiste mejor las fatigas de trabajo.
– Facilita el uso del arrollamiento Lang, reduciendo sus inconvenientes.
4 Tipos de cables
4.1 Cables espirales o cordones
Son cables formados por cordones de considerable diámetro y, como consecuencia, con un par de giro grande. Se conocen también como cables de simple arrollamiento, en ellos los alambres están colocados en una o más capas arrolladas en forma de hélice alrededor de un núcleo. El núcleo generalmente lo forma un solo alambre.
Si esta construcción es ya un cable terminado, los alambres de las diferentes capas se arrollan en sentido alternado a izquierda y derecha y entonces se llama cable espiral. Cuando es un elemento de otro cable mayor, las distintas capas de alambres se arrollan en el mismo sentido y entonces se le llama cordón.
En general los cables espirales resisten bien el desgaste por rozamiento al tener una superficie aproximadamente cilíndrica y muy lisa. En ellos se aprovecha bien la sección ya que en un diámetro relativamente pequeño se obtiene una capacidad de carga considerable. Al estar arrollado de forma alterna resiste bien la torsión. Además, tienen un elevado módulo de elasticidad.

Fig. 3: Sección transversal de cable espiral
4.2 Cables normales
Se forman con cordones cilíndricos arrollados helicoidalmente en torno a un núcleo o alma que puede ser de fibra o metálica.
Los cordones de estos cables son de alambres del mismo diámetro y el número de alambres en cada capa aumenta de 6 en 6, en progresión aritmética. Al ser todos los alambres del mismo diámetro son cables muy homogéneos
Las torsiones de las distintas capas tienen todas el mismo sentido y están arrolladas con el mismo ángulo de cableado, de esta manera los pasos de las distintas capas son diferentes y proporcionales a los diámetros medios de cada capa. Al tener las capas de alambres diferentes pasos, cuando soportan una presión los alambres se cruzan y entallan entre sí, produciendo esfuerzos de flexión al doblar el cable.
En estos cables el esfuerzo a la tracción se reparte de manera uniforme entre todos los alambres al estar arrollados con el mismo ángulo de cableado.
Su campo de aplicación es muy extenso, su limitación en el uso viene dada por su poca flexibilidad.

Fig. 4: Sección transversal de un cable normal
4.3 Cables de igual paso
Las distintas capas de alambres que forman sus cordones están cableadas bajo el mismo paso, por ello los alambres de los cordones de las distintas capas no se cruzan entre sí y se apoyan a lo largo de toda su longitud en las ranuras que se forman entre cada dos alambres contiguos de la capa inferior. Su aspecto exterior es igual al de los cables normales y es preciso observar su sección para poderlos diferenciar.
Los cables de igual paso se fabrican en los siguientes tipos: seal, warrington, warrington-seale y relleno.
– Seale (S)
Los cordones poseen alambres gruesos en la capa externa que aprisionan los alambres delgados de la capa interna. Este tipo posee gran resistencia al desgaste por roce, pero es poco flexible.

Fig. 5: Sección transversal de un cable Seale
– Warrington ![]()
Los alambres de la capa externa son gruesos y delgados alternativamente. Ofrecen gran flexibilidad, pero poca resistencia al desgaste por roce.

Fig. 6: Sección transversal de un cable Warrington
– Warrington – Seale (WS)
Es una combinación de los mencionados anteriormente y conjuga las mejores características de ambas: la conjunción de alambres finos interiores aporta flexibilidad mientras que la última capa de alambres relativamente gruesos aporta resistencia a la abrasión.

Fig. 7: Sección transversal de un cable Warrington-Seale
– Relleno (FW o RW)
Los alambres pequeños llenan los espacios entre los alambres grandes, lo que proporciona al cable resistencia al aplastamiento y un buen equilibrio entre resistencia, flexibilidad y resistencia a la abrasión.

Fig. 8: Sección transversal de un cable relleno
4.4 Cables anti giratorios.
Están formados por varias capas de cordones, arrollados alternativamente en uno y otro sentido. De esta forma se consigue un equilibrio de los pares de giro de las distintas capas, obteniéndose un cable libre de reacción torsional o anti giratorio.

Fig. 9: Sección transversal de un cable anti giratorio
5 Tipos de almas
El núcleo alrededor del cual están cableados los cordones puede estar constituido por fibra, cable o cordón o muelles. Dejaremos de lado este último por su escasa implantación a bordo de los barcos.
– Alma de fibra.
Constituido por un cabo de fibra textil. Esta puede ser de cáñamo, sisal, abacá entre otras. Este tipo de alma, a la par que actúa de soporte de los cordones, constituye un depósito de lubricante, ya que estas fibras son de naturaleza grasienta.
El alma de fibra no juega papel alguno en lo que se refiere a resistencia mecánica del cable.

Fig. 10: Cable con alma de fibra
– Alma metálica.
Constituida por un cordón de alambre o un cable. Este tipo de alma se emplea cuando es necesario aumentar la resistencia mecánica del cable sin recurrir a un mayor diámetro. En los cables de diámetro reducido (inferiores a 7 u 8 mm) se utiliza como alma metálica un cordón de análoga composición a los demás que integran el cable. Para diámetros superiores, generalmente se recurre a un alma metálica constituida por un cable del mismo número de cordones que el principal, cuya alma es a su vez otro cordón.

Fig. 11: Cable con alma independiente de cable

Fig. 12: Cable con alma independiente de cordón
6 Arrollamientos
En la elección de un cable es de suma importancia el considerar la forma en que están arrollados tanto los alambres que forman el cordón como los cordones que constituyen el cable. Este arrollamiento de alambres y cordones puede presentarse en forma cruzada o normal, forma Lang y forma alternada.
El sentido de arrollamiento de los cordones se designa por las letras mayúsculas “Z” (arrollamiento del cordón a la derecha) y “S” (arrollamiento del cordón a la izquierda). El sentido de arrollamiento de los alambres se designa con las letras minúsculas “z” si es a la derecha y “s” si es a la izquierda.
6.1 Arrollamiento cruzado o normal
Los cordones están arrollados en sentido contrario al de los alambres que lo forman. Puede ser arrollamiento cruzado derecho (Z) o izquierdo (S).
El arrollamiento cruzado derecha es el tipo de cable más utilizado, empleándose el izquierdo en casos especiales. Los alambres de los cordones están arrollados “a la izquierda” mientras que los cordones se arrollan a “la derecha”.

Fig. 13: Arrollamiento cruzado derecha (Z)
El arrollamiento cruzado izquierda se emplea en casos especiales. Los alambres de los cordones están arrollados “a la derecha” mientras que los cordones se arrollan “a la izquierda”.

Fig. 14: Arrollamiento cruzado izquierdo (S)
6.2 Arrollamiento Lang
En el arrollamiento Lang, los cordones y alambres están arrollados en el mismo sentido.
El arrollamiento tipo “Lang” es más resistente al desgaste y más flexible, pero se descablea fácilmente y tiene un par de giro grande, por lo que la carga suspendida tiende a girar. En la actualidad está en desuso.

Fig. 15: Arrollamiento Lang derecha (Z)

Fig. 16: Arrollamiento Lang izquierdo (S)

Fig. 17: Arrollamiento de cables y cordones
7 ¿Cómo hacer un pedido de cables?
A la hora de hacer un pedido de cables tendremos que especificar, de la manera más clara posible, las siguientes características:
7.1 Cantidad
En este apartado se haría constar la cantidad de cables de idénticas características que se desea incluir en el pedido.
7.2 Diámetro
Se considera como diámetro de un cable de un cable al del círculo máximo que circunscribe a la sección recta del mismo; suele expresarse en milímetros (mm).
No debemos confundir el diámetro de un cable con la sección útil del mismo que es la suma de las secciones de cada uno de los alambres que lo componen. La sección útil de un cable no debe calcularse nunca a partir de su diámetro.

Fig. 19: Forma correcta de medir el diámetro de un cable
7.3 Longitud
Interesa tener una idea bastante exacta de las posibilidades de cabida de un cable en determinada estiba o en el carretel.
Existe una expresión matemática muy sencilla y lo suficientemente aproximada que nos permite calcular la longitud en metros de cable a pedir teniendo en cuenta la capacidad de los carreteles, y así:

L. Longitud del cable en metros.
D. Diámetro de las balonas en mm
d. Diámetro del núcleo en mm
l. Anchura útil del núcleo en mm
D. Diámetro del cable en mm
Fig. 20: Capacidad de carreteles y tambores
7.4 Construcción
La composición de un cable se expresa en la práctica de forma abreviada, mediante una notación compuesta por tres signos, cuya forma genérica es: A x B + C siendo A el número de cordones, B el número de alambres de cada cordón y C el número de almas textiles. Cuando el alma del cable no sea textil, o sea, formada por alambres, se sustituye la última cifra C por una notación entre paréntesis que indica la composición de dicha alma. Si los cordones o ramales del cable son otros cables, se sustituye la segunda cifra B por una notación entre paréntesis que indica la composición. También deben considerarse también la disposición de los alambres en los cordones, el tipo de arrollamiento y si el material que lo constituye es preformado o no.
Por ejemplo, 6 x 36 no significa otra cosa que un cable de 6 cordones con 36 alambres por cordón. Esto irá seguido por el método de construcción del cable y así tendremos Warrington-Seale (WS). Seale Filler (SF), Warrington (W o Warr) o Seale (S).
Se puede proporcionar una especificación adicional al detallar el número de cables en las diferentes capas en los cordones, pero no es objetivo de este curso.
Además del tipo de construcción del cable y sus alambres, también se puede describir el material del alma que puede ser de fibra (FC), alambre (WSC) o un alma de cable independiente (IWRC).
Así tendríamos que una denominación completa sería, por ejemplo, de la forma 6 x 36 WS + FC, la cual indicaría un cable de 6 cordones con 36 alambres por cordón en construcción warrington-seale con alma de fibra.

Fig. 21: Cable con alma de fibra 6 x 36 WS + FC
Para cables con alma de cable independiente la denominación es similar a la mencionada anteriormente, pero, como hemos visto, especificando entre paréntesis las características del cable que conforma el alma.

Fig. 22: Cable con alma de cordón 6 x 36 WS + (6 x 6 + 1) IWRC
7.5 Material
El acero galvanizado es el material más empleado en la fabricación de cables de amarre. La galvanización es el proceso de inmersión del acero en un baño de cinc de elevada pureza. Tiene como principal objetivo evitar la oxidación y corrosión que la humedad y la contaminación ambiental pueden ocasionar sobre el acero.
7.6 Carga de rotura y carga de trabajo de un cable
La carga de rotura de un cable (BL por sus siglas en inglés Breaking Load) es el producto de su resistencia mínima por la sección recta del mismo. Es un dato proporcionado por el fabricante.
BL = k x C2
K. lo suministra el fabricante. Se expresa en kg / cm2.
C. longitud de la circunferencia que circunscribe al cable (2pR). Se expresa en cm.
Se denomina carga de rotura calculada (DBL por sus siglas en inglés de Design Break Load) de un cable a la suma de las cargas de rotura de cada uno de los alambres que lo componen y carga de rotura efectiva de un cable es el valor que se obtiene rompiendo a tracción un trozo de cable en una máquina de ensayo.
El cociente entre la carga de rotura efectiva y la carga que realmente debe soportar un cable se denomina coeficiente de seguridad.
K = BLe / Q
La carga de rotura mínima (MBL por sus siglas en inglés de Minimun Breaking Load) es un valor teórico que se obtiene multiplicando la carga de rotura calculada (DBF) por un factor de cableado. El valor resultante es el que el fabricante nos indica para garantizarnos que el cable no romperá si se somete a fuerzas inferiores.

Tabla 1: MBL de un cable de acero 6x36ws IWRC
7.7 Resistencia a la rotura del cable por tracción
La resistencia a la rotura por tracción de un cable está determinada por la calidad del acero utilizado para la fabricación de los distintos alambres que lo forman, el número y sección de estos y su estado de conservación y mantenimiento, aspecto este último del que hablaremos más adelante.
Los cables de acero pueden fabricarse con aceros de muy variada resistencia específica, siendo las resistencias específicas empleadas en los cables de amarre, las de 1770, 1960 EIPS y 2160 EIPS (EIPS – Extra Improved Plow Steel). La unidad empleada es N / mm²
Los esfuerzos de tracción a los que pueda estar sometido un cable pueden ser de naturaleza estática o dinámica. Para poder trabajar con un cable con un margen de seguridad amplio; es decir, dentro de la denominada carga de trabajo (WL por sus siglas en inglés Working Load), esta ha de ser varias veces inferior a la carga de rotura de dicho cable. Por tal motivo, para calcular la carga segura de trabajo de un cable (SWL por sus siglas en inglés Safe Working Load), se toma el dato de la BL y se divide por un coeficiente de seguridad que varía con el tipo de trabajo que desempeñe el cable aplicándose un coeficiente de entre 4 – 6 para cargas estáticas o 6 – 8 para cargas dinámicas obteniendo de este modo la carga segura de trabajo (SWL).
7.8 Certificado del cable
Nuestro pedido ha de especificar el certificado del cable requerido, emitido por el fabricante. El Primer Oficial deberá tenerlo debidamente archivado para poder presentarlo si fuera requerido en una inspección.
En este certificado observaremos que el fabricante recoge el límite de carga de trabajo (WLL por sus siglas en inglés de Working Load Limit). Esta carga representa una fuerza que es mucho menor que la SWL y se obtiene dividiendo el MBL entre un factor de seguridad (SF por sus siglas en inglés Safety Factor).
WLL = MBL / SF
7.9 Terminación
La normativa sobre terminaciones de cables es la EN 13411-5:2003+A1:2008
Tanto si los cables tienen una función estática como si forman parte de un mecanismo móvil, siempre deben ser unidos por uno de sus extremos, al menos, a otros dispositivos. Para esta unión se suele utilizar una gaza. Dicha gaza se puede realizar siguiendo diferentes métodos, estando su medida normalizada según el diámetro del cable.
Las más empleadas a bordo de los barcos son las siguientes:
- Gaza trenzada.
Su elaboración requiere una gran destreza ya que el trenzado debe ser muy regular y apretado a fin de que, al someter el conjunto a un esfuerzo, todos los cordones trabajen por igual.
El trenzado ha de ser lo suficientemente extenso para garantizar su seguridad. Como norma general puede fijarse su longitud en 30 veces el diámetro del cable al cual se practica el tranzado.
La práctica de elaborarlas a bordo está llamada a desaparecer ya que han de constar del correspondiente certificado del constructor.

Fig. 23: Gaza trenzada
– Gazas con casquillos.
Consiste en colocar un manguito de una aleación especial anticorrosiva, aplicando presión sobre los ramales que se desean unir.
Entre las ventajas de este método destacaremos la gran resistencia e impermeabilidad del conjunto, así como la resistencia a la corrosión. También la seguridad en su manipulación por el pulido que presentan dichos casquillos, que evitan lesiones sobre su manejo.

Fig. 24: Gazas con casquillos
– Gaza firme con grapas (“perrillos”). Es la forma más sencilla de realizar una gaza. Entre las grapas ha de dejarse una distancia de unas seis veces el diámetro del cable. El número de grapas a colocar es función del diámetro de acuerdo con la siguiente tabla:

Tabla 2: Relación entre el número de grapas y el diámetro del cable
Las grapas han de estar siempre con la horquilla hacia el chicote, y las tuercas o elemento de presión sobre el firme.

Fig. 25: Forma correcta de hacer firme las grapas
Casquillos terminales por fusión (“socket”). Se trata de casquillos con forma cónica por uno de sus extremos. Por el otro se introduce metal fundido entre los alambres de los cordones previamente descolchados, con el fin de que dicho metal fundido se introduzca entre ellos y forme un solo cuerpo. El metal empleado en la colada debe ser cinc puro o una aleación de plomo – antimonio. La temperatura del metal fundido no ha de alcanzar una temperatura excesiva que pueda recocer los alambres de acero. En la actualidad se emplea una resina (WIRELOCK  , SOCKET LOCK ) lo que permite realizar este trabajo a bordo con seguridad.
, SOCKET LOCK ) lo que permite realizar este trabajo a bordo con seguridad.

Fig. 26: Casquillos terminales por fusión (sockets)

Fig. 27: Diferentes tipos de terminaciones para cables
Con todo lo visto, suponiendo un barco de 77.000 TPM, con una eslora de 284 m. y una manga de 42.5 m., las características y dimensiones del pedido de un cable de amarre bien podrían ser las siguientes (según recomendaciones OCIMF):

Tabla 3: Ejemplo de un pedido de cable de amarre según recomendaciones OCIMF
8 Almacenaje y manipulación de cables
El rendimiento de un cable depende en gran medida de la forma en la que se instale en los lugares de almacenamiento: carreteles o tambores y de la forma de tratarlo. Al recibir un cable a bordo hemos de verificar que esté en condiciones de entrega y uso.
Si no va a ser empleado inmediatamente, al estibarlo tendremos en cuenta que:
– el pañol será un lugar limpio, ventilado, seco y cubierto.
– el cable no tenga contacto directo con el suelo, y que haya una corriente de aire bajo la bobina.
– habrá que rotar los cables periódicamente cuando van a producirse largos periodos de almacenamiento, particularmente en medios cálidos para prevenir la fuga de lubricante.
– Nunca debemos almacenarlo en lugares de alta temperatura.
– No debe ser afectado por humos, vapores o agentes corrosivos.
8.1 Sistemas de embalaje
A bordo nos encontraremos con dos tipos de embalaje para cable: el rollo y la bobina.
– el rollo. Es muy útil para cables finos y metrajes cortos.
– la bobina es el sistema ideal para grandes diámetros. Permite un manejo cómodo, un correcto desbobinado, impide el contacto con el suelo y la suciedad, protege de golpes y
Facilita la descarga y el transporte.
8.2 Desbobinado y desenrollado
Cuando un cable se extrae de un carretel o tambor, a esta operación de la denomina desbobinado.

Fig. 28: Manera correcta en incorrecta de desbobinar un cable
Si por el contrario es un cable arrollado sobre sí mismo, a la operación de extraerlo se le denomina desenrollado. El realizar estas dos operaciones de forma incorrecta provocan averías prematuras en el cable relacionadas principalmente con la pérdida de torsión o la formación de dobleces, llamadas cocas.

Fig. 29: Forma correcta e incorrecta de desenrollar un cable
Si el cable viene en un rollo colocamos este sobre el suelo y lo desenrollamos siguiendo una línea recta asegurando no mancharlo de polvo, humedad o cualquier otro elemento que pueda dañar el cable. Si el rollo es de grandes dimensiones se recomienda emplazar el cable en un cono giratorio y estirar de él. Nunca desenrollar el rollo si está fijo.

Fig. 30: Manera correcta e incorrecta de desestibar un cable
Si el cable viene en una bobina colocaremos un eje a través de esta, colocándolo en algún soporte que le permita rotar y ser frenado para poder ir controlando la salida del cable.
Durante la transferencia al carretel debe proporcionarse una tensión mínima del 5% de la carga de rotura nominal del cable.
8.3 Estiba de los cables en los tambores de las maquinillas
Lo más correcto es pasar directamente el cable del tambor de transporte al carretel de la maquinilla manteniendo el mismo sentido de giro en ambos.
La estiba de los cables en los carreteles de las maquinillas o winches ha de hacerse teniendo en cuenta el tipo de arrollamiento del cable y la parte por la que entren al carretel, bien sea por arriba o por abajo.
Un truco infalible es emplear la mano correspondiente al enrollamiento del cable, la derecha si el arrollamiento es derecho (Z) y la izquierda si es izquierdo (S). Si el cable entra al carretel por la parte inferior emplearemos la palma y si lo hace por la parte superior usaremos el dorso.

Fig. 31: Estiba de cable según arrollamiento y enrrollamiento
De esta manera, para un cable trenzado a la izquierda, si entra en el carretel entra por arriba irá estibado de derecha a izquierda; y si entra por abajo irá estibado de izquierda a derecha. El índice indica la dirección del cable y el pulgar el sentido de estiba.
8.4 Ángulo de desviación
El ángulo de desviación es el ángulo que forma el cable desde la polea principal al borde del tambor de arrollamiento.
Si la distancia entre el tambor y la polea no es suficiente, el ángulo de desviación resulta demasiado grande. Consecuencia de ello es un desgaste prematuro por causa del roce del cable con los laterales de la polea.
La experiencia recomienda que el valor del ángulo de desviación no rebase 1º 30’. Una norma práctica es adoptar una separación de al menos 10 metros por cada 0,60 metros de anchura del tambor, cuando la polea esté situada en línea con el centro de aquél.

Fig. 32: Ángulo de desviación
9 Mantenimiento de los cables
Un cable debe considerarse como una máquina, por tanto, muchas de las operaciones de mantenimiento de las máquinas son aplicables a los cables.
Así, cuando se instala un nuevo cable, en un principio hay que someterlo a movimientos lentos y uniformes para que todos sus elementos se ajusten y acoplen a tambores, roldanas pastecas, etc.
Un factor determinante en el mantenimiento de los cables es el engrase. En el proceso de fabricación se le engrasa convenientemente, pero al cabo de un tiempo de uso se hace necesario volver a realizar esta operación. Para ello se ha de utilizar un lubricante de viscosidad elevada, limpiando previamente el cable mediante cepillos de púas metálicas y aplicando la grasa el tiempo necesario para que penetre en su interior. La frecuencia del engrase depende de la naturaleza del trabajo de dicho cable, y se puede determinar mediante inspecciones periódicas.
En el caso de que el cable haya estado en contacto con el agua salada, como ocurre en los remolcadores de altura, antes de estibarlo en el carretel se deberá endulzar mientras lo vamos virando a bordo.

Fig. 33: Modelo de máquina de engrase de cables
10 Inspección de cables
Aparte de la inspección visual previa al uso, los cables de acero deben ser objeto de una inspección periódica por parte del Primer Oficial mientras el buque se encuentra atracado y además serán examinados periódicamente a lo largo de toda su eslora, al menos una vez al mes.
Durante estas inspecciones prestaremos especial atención a los siguientes defectos, descartando aquellos cables que los presenten:
10.1 Formación de cocas
A menudo son producidas por una mala manipulación del cable o por haber sido sometido a una tensión excesiva. Las cocas de los cables les ocasionan un daño permanente e irreparable.

Fig. 34: Deformación de un cable por formación de cocas
10.2 Corrosión
Al trabajar en un ambiente altamente corrosivo, los alambres de la superficie de los cables oxidados pueden estar picados o presentar roturas de alambre como resultado de la fatiga por flexión o abrasión. La corrosión conlleva pérdida de sección metálica del cable, los alambres oxidados se vuelven frágiles y son propensos a romper.
Un engrase adecuado y una buena estiba reducen la oxidación y la rápida degradación de los cables.

Fig. 35: Corrosión
10.3 Deformación en forma de “nido de pájaro”
Este tipo de deformación ocurre cuando el alambre gira sobre sí mismo en sentido contrario al de su arrollamiento. Esto ocurre cuando el cable experimenta una pérdida súbita de tensión (p. ej.: si rompe el calabrote mientras está trabajando con una fuerte tensión), en cuyo caso los alambres no vuelven a su posición original.

Fig. 36: Deformación en forma de “nido de pájaro”
10.4 Alambres rotos
Un cable debe retirarse de su uso cuando el número de alambres rotos visibles, contados a lo largo de una determinada distancia, alcancen un determinado porcentaje del número total de alambres de dicho cable. Algunos autores consideran que la distancia debe ser dos pasos de cableado y el porcentaje el 20% del total de alambres.
Un método más preciso considera que la distancia en la que contar el número de alambres rotos ha de ser ocho veces el diámetro. En esa distancia, el número de alambres rotos no ha de superar al número total de alambres que forman el cable dividido por 10.

Fig. 37: Alambres rotos
En el ejemplo vemos que el máximo de alambres rotos permitidos sería:

En este caso cumpliría, ya que para una sección de 160 mm (8·Ø) el número de alambres rotos contabilizados es 10.
10.5 Desgaste de alambres exteriores
La capa exterior de un cable sufre más desgaste cuanto mayor sea el ángulo de desviación.. La estiba en el carretel también es determinante y así, a mayor número de capas en el carretel mayor serán las posibilidades de desgaste. Otro aspecto que tendremos en cuenta será que el desgaste aumenta cuantos más reenvíos o puntos de trabajo toque el cable mientras está trabajando.

Fig. 38: Cable con daño severo por desgaste
10.6 Reducción del diámetro del cable por deformación del alma
Puede ser causado por abrasión, corrosión o fallo del alma del cable. Se recomienda desechar un cable cuando el diámetro de este en cualquier lugar se reduzca al 90 % del diámetro nominal.

Fig. 39: Cable con daño severo por reducción del diámetro
10.7 Aumento del diámetro del cable por deformación del alma
Un aumento localizado del diámetro del cable con el núcleo fácilmente visible entre varios alambres exteriores puede ser causado por la carga de choque o, en el caso de un alma de fibra, por la absorción de humedad. Un nudo es una justificación para el descarte.

Fig. 40: Cable con daño severo por aumento del diámetro
36.8 Ondulaciones en el cable
Esta deformación, aunque no necesariamente afecta a la fuerza del cable, puede producirle un desgaste desigual. Cuando el cable se coloca en una superficie plana sin carga, la altura máxima de la “ola» no debe ser mayor que el diámetro nominal del cable + 1/3 del mismo, de lo contrario debe ser retirado de servicio.

Fig. 41: Cable con daño severo por ondulaciones
Ver Fuente


